


Die flexible Biegelösung
Die P2 kombiniert von jeher die Produktivität ihrer automatischen Biege- und Bearbeitungszyklen mit der Flexibilität ihrer universellen Biegewerkzeuge.

Produktüberblick
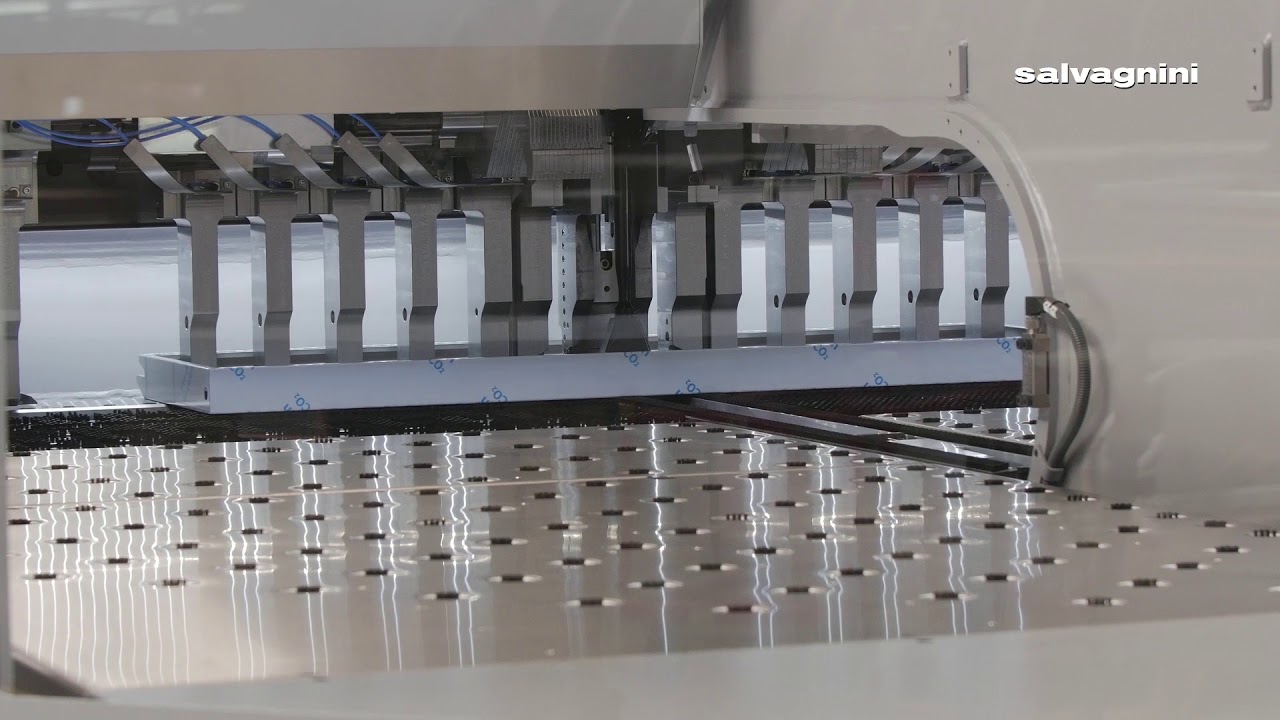
Die P2 verwendet universelle Biegewerkzeuge, die sich automatisch während des Zyklus ohne Maschinenstillstandszeiten oder manuellen Werkzeugwechsel an die Geometrie des Paneels anpassen, und ermöglicht so Losgröße 1- und Kit-Produktionen.
Die angewandten technischen Lösungen (Direct Drive und pneumatische und elektrische Stellantriebe) ermöglichen der P2 den Respekt sowohl des Menschen als auch der Umwelt ohne Reduzierung der Produktivität. Die P2 läuft mit einer minimalen Menge an Öl mit langer Lebensdauer in einem vollständig geschlossenen Kreislauf.
Die integrierten adaptiven Technologien (hoch entwickelte Sensoren, Biegeformel, MAC3.0) machen das System intelligent, und versetzen es in die Lage sich automatisch an Änderungen des Materials und des äußeren Umfelds anzupassen, wodurch Ausschuss und Korrekturen vermieden und die Bandbreite an Produkten erweitert werden kann.
Die herstellereigenen Softwareanwendungen LINKS, STREAM und OPS ermöglichen die Kommunikation zwischen dem System und den am Produktionsfluss beteiligten Unternehmensabteilungen.
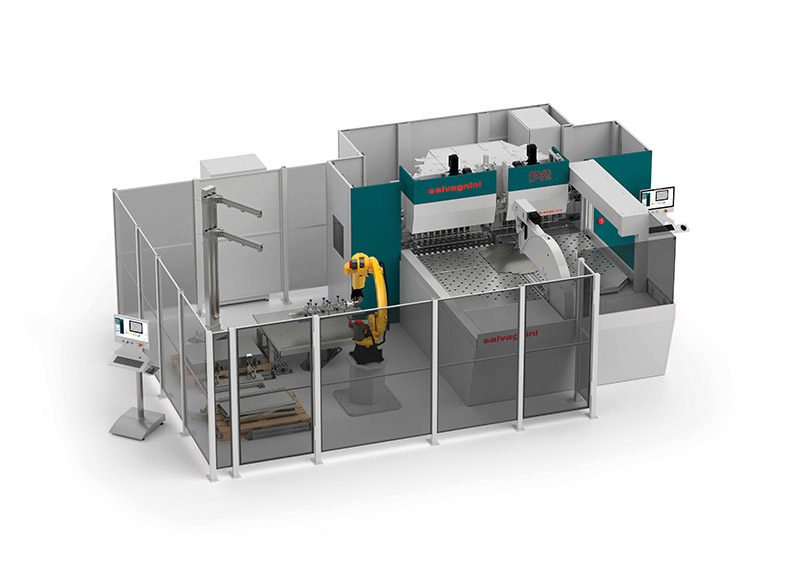
Die P2 bietet kundenspezifische Lösungen durch den Einsatz von Hilfswerkzeugen und zusätzlichen Vorrichtungen für spezielle Geometrien oder unterschiedliche Be-/Entladelösungen mit einer zusätzlichen Tür (PIN2) oder einem Roboter (PIN3).

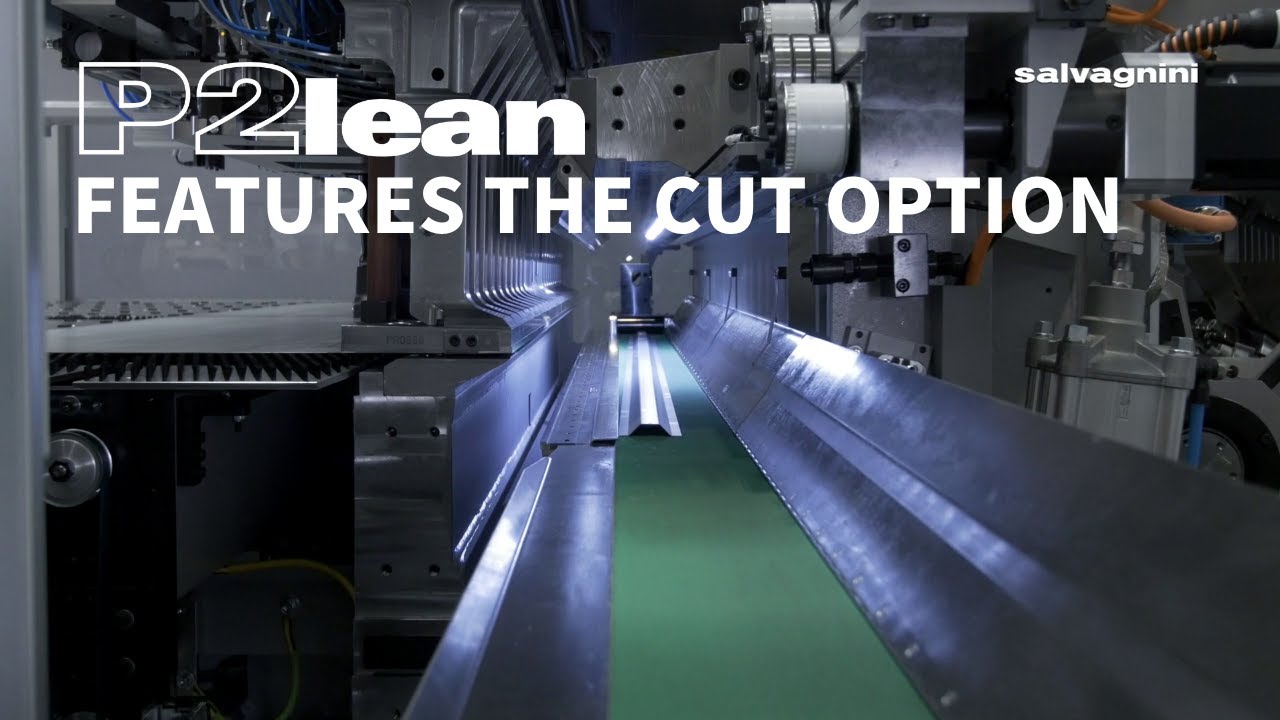
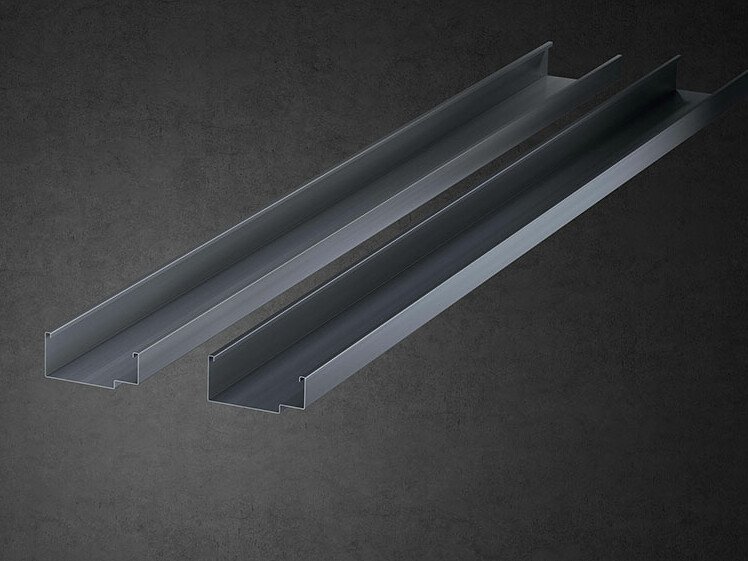
CUT
Optionale Kombination eines spezifischen P-Werkzeugs und einer Hilfsbiegewange für ein automatisches und sequentielles Schneiden von Profilen in verschiedenen Längen, Materialien, Formen und Stärken. Zum manuellen Entladen wird das Entlade-Förderband am Biegewangenträger verwendet.

MAC3.0
MAC3.0 erfasst während des Biegezyklus alle Unterschiede der mechanischen Materialeigenschaften von den entsprechenden Nominalwerten und kompensiert diese durch Anpassen der Bewegungen der Biegeeinheit und des Manipulators.

Industrie 4.0
Digitale Transformation und Industrie 4.0 sind Schlüsselaspekte für die wettbewerbsfähige Marktpräsenz. Ihre Umsetzung ermöglicht, komplexe, hochautomatisierte, integrierte Hochleistungssysteme zu realisieren und zu verwalten, und hilft einfache Lösungen zu entwickeln, die keine strukturellen Änderungen am Produktionslayout erfordern und somit den Zugang zur Welt der smarten Produktion noch einfacher gestalten.
Kühlschranktür
Erfahren Sie, wie die Salvagnini P2 Kühlschranktüren mit einer Stärke von 0,8 mm in weniger als 50 Sekunden biegt.
Lifttüren
Erfahren Sie, wie die Salvagnini P2 galvanisierte Lifttüren mit einer Stärke von 1,5 mm in nur wenig mehr als 60 Sekunden biegt.

Tür
Erfahren Sie, wie das Salvagnini P2 galvanisierte Stahltüren in einer Stärke von 1,5 mm in weniger als 60 Sekunden biegt.

Anwenderbericht: Der Kunde Metagro
Mit der Einführung eines P2 Biegezentrums stieg Metagros Produktionseffizienz deutlich, da sich die Programmier-, Rüst- und Fertigungszeiten verringerten. Nicht zuletzt verbesserten sich auch die Arbeitsbedingungen für die Mitarbeiter.

Anwenderbericht: Der Kunde Hefa
Die auftragsbezogene, Just-in-time, Losgröße-1-Fertigungsstrategie von Hefa Kühlmöbel hat das P2 Biegezentrum optimal genutzt. So konnte eine Reduzierung der Produktionszeit bei gleichzeitiger Erhöhung der Flexibilität, Genauigkeit und Wiederholbarkeit erzielt werden.

Anwenderbericht: Der Kunde Terschl
Die Einführung eines neuen P2 Biegezentrums von Salvagnini ermöglichte Terschl zu wachsen und dabei seine Flexibilität, Kapazität und die Vielfalt der machbaren Teile zu erhöhen.

Neugestaltung
Dank der Genauigkeit und Wiederholbarkeit seines automatisierten Prozesses - die universellen Biegewerkzeuge benötigen keine Zeit zum Umrüsten und passen sich automatisch an die Geometrie des Blechs an - biegt die P2 Paneele mit einem besseren Design und herausragender Qualität.
Schneller Produktionswechsel
Dank der universellen Biegewerkzeuge, die keine Zeit zum Umrüsten benötigen und sich automatisch an die Geometrie des Blechs anpassen, bietet die P2 einfache und schnelle Produktionswechsel.

Intelligentes System, konstante Qualität
Praktisch alles, was Sie über das Biegezentrum P2 wissen wollten, umfassend erklärt.
Herkömmliche Biegeverfahren mit Abkantpressen verfügen über eine durchschnittliche OEE (Gesamtanlageneffektivität) von 30%, wobei die Flexibilität vom Werkzeugwechselsystem abhängt, das meist kostenaufwändiger ist und im Vergleich zu Biegezentren längere Zeiten verursacht, oder auch von der Installation mehrerer Abkantpressen. Das Biegezentrum P2 hingegen kombiniert von jeher die Produktivität der automatischen Biege- und Handlingszyklen mit der Flexibilität ihrer universellen Biegewerkzeuge. Und mit ihren hoch entwickelten Zyklen führt die P2 durchschnittlich 17 Kantungen pro Minute durch
Die P2 erfordert keinen Werkzeugwechsel: Die oberen und unteren Biegewangen, der Gegenhalter und der Niederhalter sind universelle Werkzeuge, die in der Lage sind, die gesamte Bandbreite an Materialstärken und bearbeitbaren Materialien zu verarbeiten.
Das Be- und Entladen erfolgt durch den Bediener, der die Blechte auf dem Arbeitstisch positioniert und das Produkt nach dem Biegen entnimmt. Der Zyklus der P2 minimiert die Auswirkung dieser Tätigkeiten auf die Gesamtzyklusdauer, da sie ermöglicht, das Produkt zu entladen, nachdem die nächste Blechtafel auf dem Arbeitstisch positioniert wurde, und somit zwei Vorgänge in einem einzigen Handgriff vereint.
Die Rüstzeit hat nur einen geringen Einfluss auf die Produktivität des Biegezentrums: Ist das Programm geladen, stellt sich der Niederhalter automatisch und ohne Zeitverlust ein und der Manipulator verfährt in die Position für das Spannen und die Handhabung des Bleches.
Die P2 ist mit einem automatischen Niederhalter ausgestattet, der die Länge des Werkzeugs ohne erforderliche Maschinenstillstandszeiten oder manuelle Werkzeugwechsel automatisch und sogar während des Zyklus an die Größe des herzustellenden Teils anpasst: die ideale Lösung für Losgröße 1- und Kit-Produktionen.
MAC3.0 ist ein Paket integrierter Technologien - Sensoren, Formeln und Algorithmen - die das Biegezentrum intelligent machen: Es beseitigt Ausschuss und reduziert Korrekturen durch Messungen während des Zyklus und automatische Kompensation aller Änderungen des Materials in Bearbeitung.
Die P2 verfügt über hoch entwickelte Sensoren, welche die tatsächliche Stärke und die effektive Größe des zu bearbeitenden Teils messen und alle Verformungen aufgrund von Temperaturschwankungen erfassen. Die Daten werden in Echtzeit in die Biegeformel gespeist, welche die auf das Blech anzuwendende korrekte Kraft errechnet, so dass Präzision, Wiederholbarkeit und Qualität des fertigen Produkts gewährleistet werden.
Zusätzlich zum automatischen Niederhalter ABA bietet die P2 eine Reihe an Optionen zur Gewährleistung höchster Vielseitigkeit und Adaptivität für alle Produktions- oder Mischstrategien.
Die P2 kann mit der proprietären OPS-Software ausgestattet werden, welche die Kommunikation zwischen dem Biegezentrum und dem ERP des Unternehmens sicherstellt: Je nach Anforderung verwaltet die OPS die Produktion von Sequenzen unterschiedlicher Teile. Universelle Biegewerkzeuge, automatische Rüstung innerhalb des Zyklus und automatisches Handling ermöglichen dem System, auf alle Anfragen sofort zu antworten.
Das Blech wird nur einmal zu Beginn des Prozesses anhand der kontrollierten Anschläge zentriert: Dies minimiert die Zyklusdauer und Präzisionsfehler, die alle von der ersten Abkantung an absorbiert werden. Die Biegeformel optimiert automatisch die Biegeparameter zur Reduzierung von Ausschuss, während MAC3.0 alle Änderungen des Materials erfasst und automatisch kompensiert, um präzise und qualitativ hochwertige Abkantungen zu gewährleisten.
Software
Die Industrie hat sich geändert: Flexibilität und Effizienz sind wesentliche Kriterien für die Handhabung von immer kleiner werdenden Losgrößen oder höhere Programmwechselraten. Dazu haben Entwicklungen in der Technologie auf gewisse Weise die Arbeitsauslastungen aus dem Gleichgewicht gebracht: Immer schneller werdende Systeme müssen von immer spezifischeren Maschinenprogrammen gesteuert werden, deren Erzeugung immer zeitaufwändiger wird. Daher wird Software immer wichtiger, um die Effizienz des Maschinenparks zu verbessern.


OPS ist die modulare Produktionsmanagement-Software von Salvagnini, die den gesamten Produktionsprozess optimiert, indem sie in Echtzeit Informationen zwischen der Maschine und dem ERP/MRP der Fabrik austauscht.

Salvagninis IoT-Lösung steigert die Gesamteffizienz des Biegezentrums. LINKS ermöglicht die Echtzeit-Überwachung der Maschinenleistung und liefert eine unabhängige Analyse.
Technische Daten
| Modell | P2-2120 | P2-2225 | P2-2520 |
| Maximale Eingangslänge (mm) | 2495 | 2815 | 2795 |
| Maximale Eingangsbreite (mm) | 1600 | 1524 | 1600 |
| Maximale drehbare Diagonale (mm) | 2500 | 2820 | 2800 |
| Maximale Biegekraft (kN) | 330 | 590 | 660 |
| Maximale Klemmkraft (kN) | 530 | 635 | 1060 |
| Maximale Biegelänge (mm) | 2180 | 2200 | 2500 |
| Maximale Biegehöhe (mm) | 203 | 254 | 203 |
| Minimale Blechstärke (mm) | 0,4 | 0,5 | 0,4 |
| Maximale Blechstärke und Biegewinkel Stahl UTS 410 N/mm2 (mm) | 3,2 (± 90°) | 3,2 (± 90°) | 3,2 (± 90°) |
| Maximale Blechstärke und Biegewinkel Edelstahl UTS 660 N/mm2 (mm) | 2,5 (± 90°) | 2,5 (± 90°) | 2,5 (± 90°) |
| Maximale Blechstärke und Biegewinkel Aluminium UTS 265 N/mm2 (mm) | 4,0 (±120°) | 4,0 (± 120°) | 4,0 (± 120°) |
| Durchschnittlicher Energieverbrauch (kW) | 3,0 | 4,0 | 5,0 |
| Lärmpegel (Maschinenrichtlinie 2006/42/EC) (dB) | 68 | 68 | 68 |
Die angegebenen Werte beziehen sich auf eine Standardmaschine. Salvagnini behält sich das Recht vor, die vorliegenden Daten ohne Vorankündigung zu ändern.